





3D printing is excellent for making complex shapes quickly, but not every functional detail should be printed exactly as designed. In particular, assembly features often demand tighter accuracy, smoother surfaces, and a more reliable fit than standard printed geometry can provide. Threads may come out rough or incomplete, precision holes may shrink or lose roundness, and other joining features may be too fragile or too loose to work as intended. That does not mean 3D printing is unsuitable for assembly parts. It means the design must match the process. Some features are better printed with allowances, then finished later, while others should be made with inserts or separate hardware from the start.
AI Generated Image
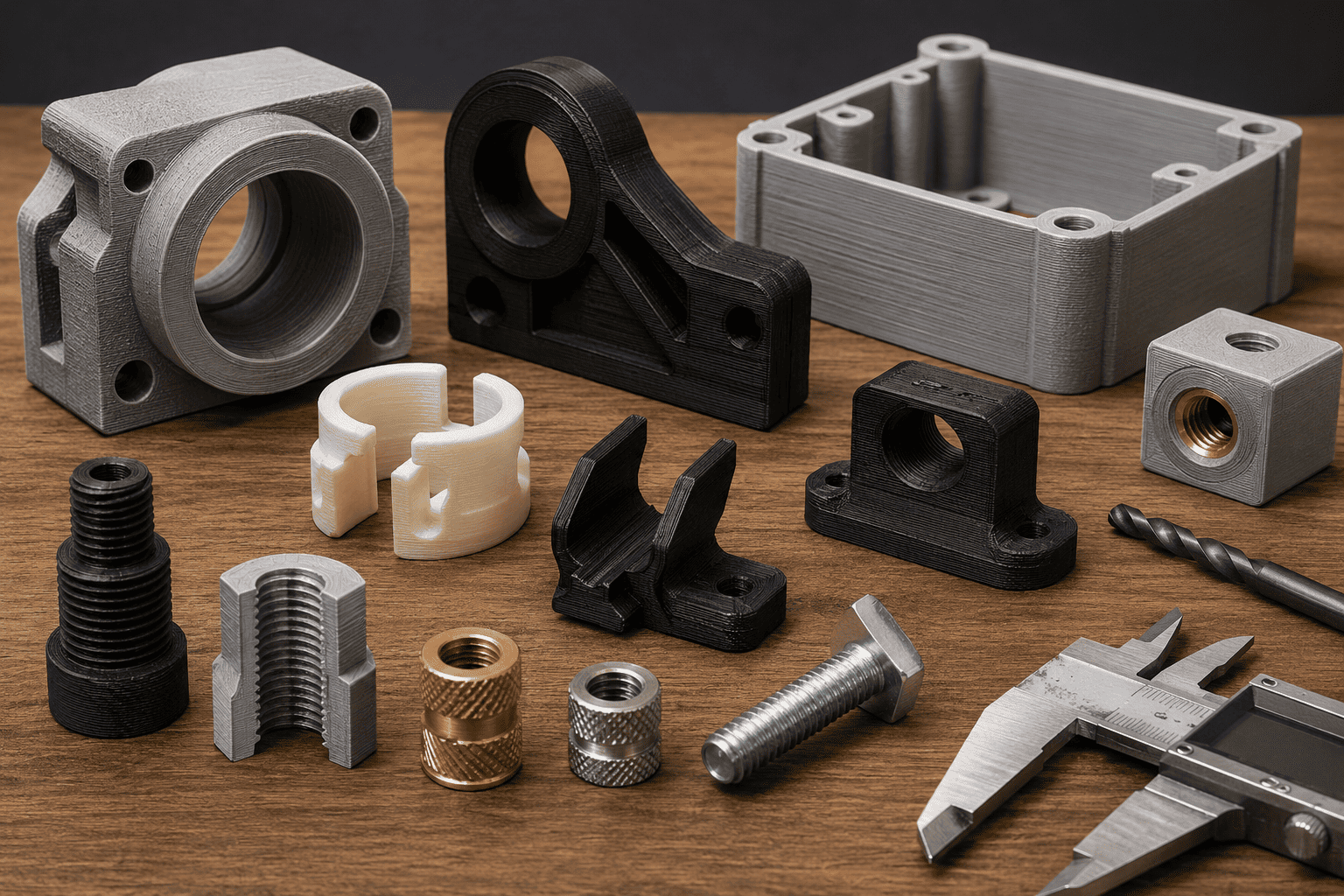
Typical Assembly Features
Assembly features are the details that allow two or more parts to connect, align, lock, rotate, or slide against one another. They are the working interfaces of a product, not just its outer shape. Common examples include internal and external threads, screw holes, precision holes for pins or shafts, snap fits, press-fit bosses, bearing seats, and alignment features.
These features matter because they control how a part behaves in real use. A decorative surface can be slightly rough and still look fine, but a hole meant for a screw, pin, or shaft must be accurate enough to function. A small error in one area can make an entire assembly fail. This is why assembly features usually need more attention than purely visual geometry.
Why Directly Printed Threads Often Perform Poorly
Threads are one of the most challenging features to print directly. Even when a printer is well calibrated, small thread profiles can lose detail during the build process. Layer lines naturally create a stepped surface, and that texture can make a thread feel rough or inconsistent. On internal threads, the printer may also struggle to reproduce sharp crests and clean flanks. On external threads, the profile can become slightly rounded or oversized, which affects engagement.
Another issue is that some parts of the thread may simply not form well enough to carry load or allow smooth turning. Fine thread geometry is easy to distort, especially when the layer thickness is large compared with the thread pitch. If the printed thread is too rough, the screw may bind. If the profile is incomplete, the thread may strip early or never tighten properly.
Metal 3D printing can make this even more difficult for small threads. Although metal parts are strong, the process often produces a rougher as-built surface and may require post-processing to reach usable tolerances. In fine threads, a little roughness can become a big problem. A thread that looks acceptable in the model may still need tapping, machining, or inserts before it can be used in a real assembly.
Why Precision Holes Often Shrink or Lose Accuracy
Precision holes are another feature that often looks simple on screen but becomes difficult in printing. In many processes, the actual hole is smaller than the CAD model because of shrinkage, material behavior, or the way the printer lays down each layer. Even when the diameter looks close, the hole may not remain perfectly round. It may become slightly oval, tapered, or rough inside.
This matters because holes are often used for fasteners, locating pins, shafts, and press-fit parts. A small diameter error can change the fit completely. A screw hole that is too tight may crack during assembly. A pin hole that is too small may require force that damages the part. A bearing seat that is even slightly off can introduce wobble or uneven loading.
The inner surface quality also matters. Rough hole walls create friction and make insertion harder. If the hole is designed for a smooth sliding fit, surface texture can defeat that purpose. For this reason, precision holes are usually safer when printed a little undersized or oversized intentionally, then brought to the final dimension with drilling, reaming, or another finishing step.
Other Assembly Features That Are Hard to Print Directly
Threads and holes are the most obvious examples, but they are not the only assembly features that can cause trouble. Snap fits are often sensitive to material choice and layer orientation. A snap arm may print too brittle and break during first use, or too stiff and fail to flex properly. Press-fit features can be even more unpredictable because the required interference is small, and printed dimensions may vary from one side of the part to another.
Alignment pins and locating tabs also need care. If they print too large, assembly becomes difficult. If they print too thin, they may snap off during handling. Bearing seats, shaft supports, and other motion-related features are similarly demanding because they need a stable, repeatable fit. In short, any feature that depends on controlled movement, controlled friction, or controlled interference is risky to print directly without adjustment.
Better Ways to Make Assembly Features Work
The good news is that there are many ways to make assembly features reliable without forcing the printer to do everything at once. One common solution is post-processing. Holes can be drilled or reamed to the final size, and threads can be tapped after printing. These methods remove small dimensional errors and create a cleaner functional surface.
Another effective method is to use inserts. Heat-set inserts and threaded metal inserts are especially useful for plastic parts that need repeated screw engagement. Instead of relying on printed threads, the part can use a metal thread embedded in the body. This usually gives better durability and more consistent assembly performance.
For some designs, it is better to separate the functional feature from the printed body. For example, a precision shaft seat may be better made as a machined metal component that is assembled into the printed part. This approach keeps the print simple while preserving the accuracy where it matters most. In other cases, redesigning the joint itself may be the best option. A snap fit can be replaced by screws, clips, or modular pieces that are easier to manufacture reliably.
Design Tips Before Printing
Good assembly performance begins in the CAD file. Before printing, identify which features are critical to fit, movement, or load. Those features should not be treated as ordinary geometry. Add tolerance allowances for holes, pins, and mating surfaces. Do not assume the printed part will match the nominal size exactly, especially for tight fits.
It also helps to think about orientation. Some features print better when aligned in a certain direction because layer lines and shrinkage affect them less. A hole placed horizontally may behave differently from one placed vertically. A thread printed in one orientation may be much cleaner than the same thread printed in another.
Finally, decide early whether a feature needs to be printed directly at all. If the answer depends on accuracy, repeatability, or durability, a printed approximation may not be enough. In those cases, use inserts, machining, or a redesigned joint. The best 3D printed assembly parts are not the ones that copy traditional manufacturing exactly. They are the ones designed around the strengths and limits of 3D printing.
 0
0



COMMENTS
- Be the first to share your thoughts!











