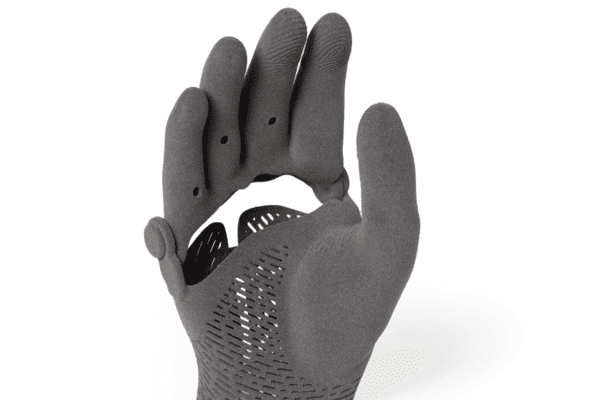
In powder-bed 3D printing, a part may look finished on the outside while still holding loose powder inside, which is especially true for hollow or enclosed geometries in nylon SLS and metal powder-bed fusion, where the build process uses loose powder to form the part layer by layer. Enclosed cavities can remain filled with unsintered powder if they are not designed with drain holes.
That is why powder escape holes are not a minor detail. They are a basic design feature that helps the part depowder properly after printing, reduces the risk of trapped material, and makes hollow parts more usable in real applications. In practice, a well-placed hole can be the difference between a clean hollow part and one that still carries powder around inside.
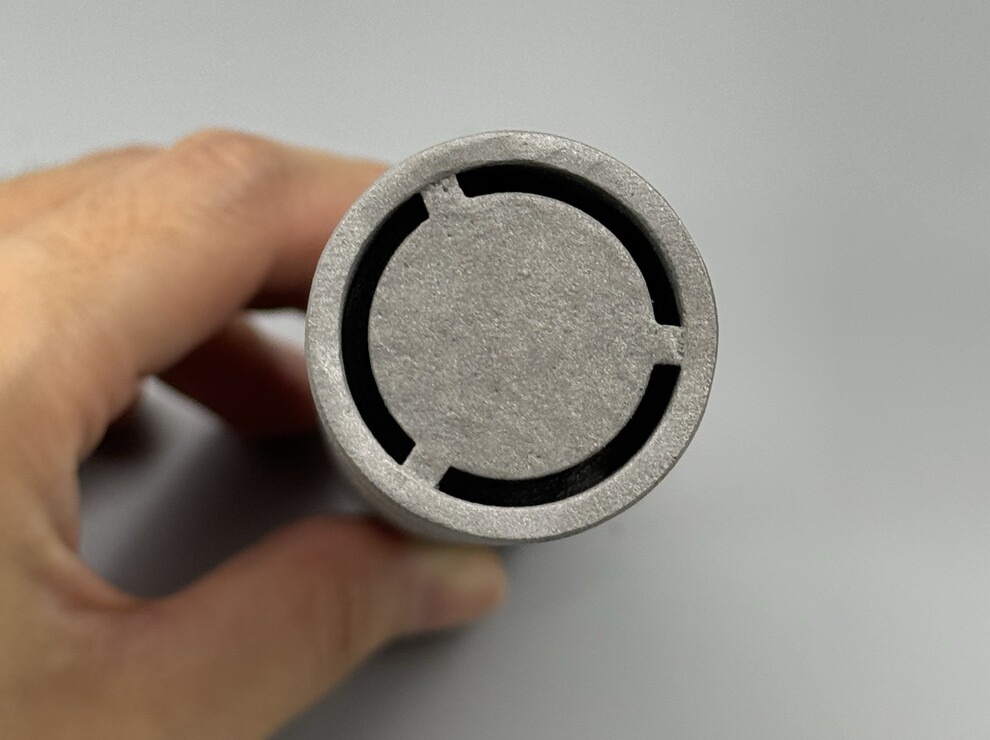
Image Copyright © 3DSPRO. All rights reserved.
What Are Powder Escape Holes?
Powder escape holes, also called drain holes, are openings added to a hollow part so unused powder can leave the internal cavity after printing and cleaning. Enclosed cavities remain filled without proper drain holes, and we recommend at least two drain holes per cavity with a diameter of 4 mm or larger. The same guide adds that larger and more numerous holes make powder removal easier and improve access for cleaning tools.
For powder-based metal printing, the same design logic applies. A hole smaller than the minimum recommended diameter can leave powder stuck inside the geometry, and complex or irregular internal spaces may be impossible to inspect or clear completely. In other words, the escape hole is part of the manufacturability of the design itself.
Why Powder Trapping Is a Problem
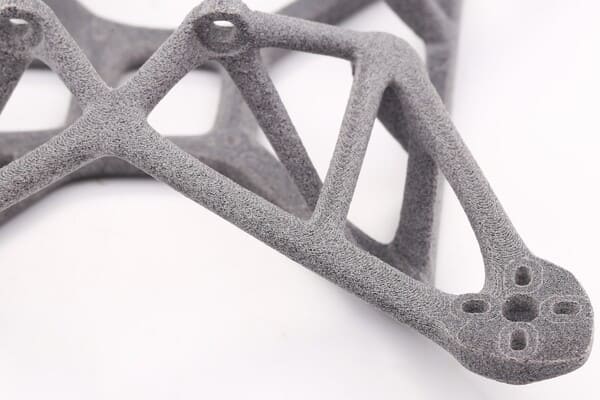
Trapped powder can create several problems at once. If drain holes are not added to a hollow part, trapped unfused powder can remain inside the part, making it heavier than a fully hollow version. The trapped-powder version is still light but weaker than the non-hollowed version. That means the designer may lose some of the weight-saving and performance benefits that hollowing was supposed to deliver in the first place.
Besides, if holes are too small, powder can get stuck inside the geometry, and longer internal channels are harder to clear, which is especially relevant when a part includes deep cavities, narrow passages, or internal turns. Those features make depowdering more difficult and can force extra post-processing, or in some cases limit whether the part can be printed successfully at all.
There is also another practical quality issue. A hollow part that still contains powder does not behave like a truly hollow part, and it does not feel like a clean finished product. Even if the powder does not visibly leak out, it can remain trapped during handling and use, which reduces confidence in the part and can create avoidable customer complaints. That is why powder removal should be designed into the part from the start rather than treated as a post-processing fix.
Why Powder Escape Holes Matter in Metal and Nylon 3D Printing
The need for escape holes is important in both nylon and metal, but for slightly different reasons.
In nylon powder-based printing, hollow parts are often used because they reduce material use and keep parts lighter. But nylon cavities still trap loose powder if they are sealed. That means the designer must think about cleanout from the beginning. If the hole is missing or too small, the part may still print, but it will not depowder properly.
In metal printing, the issue is usually more severe. Metal powder is denser, and internal cavities can be harder to clean completely. Complex channels, enclosed chambers, and narrow passages make the problem worse. A metal part can look strong and precise on the outside while still holding unwanted powder inside. That leftover material adds weight, complicates finishing, and can affect the part’s performance.
This is why powder escape holes are not just a convenience. They are a basic part of print-ready design for hollow nylon and metal parts. Without them, the part may be difficult to clean, inconsistent in weight, and less reliable in use.
Design Guidelines for Powder Escape Holes
The first rule is to design with powder removal in mind from the start. Do not wait until the model is finished to think about cleaning. If the part has a sealed cavity, plan where the powder will enter, settle, and leave.
The second rule is to make the opening large enough for the powder to escape easily. In real production, very small holes are often a problem because powder bridges, sticks, or blocks the passage. A practical design target is usually around 4 to 5 mm for many hollow nylon and metal parts, though the exact size should always match the printing process and the service provider’s rules.
The third rule is to use more than one hole when the geometry needs it. A single opening may not be enough for certain cavities, especially if the shape is long or uneven. Multiple holes can help improve powder flow and make cleaning more reliable.
The fourth rule is to place the holes where powder naturally collects. Internal corners, low points, and deep chambers are common trouble spots. A well-placed hole makes cleaning easier, while a poorly placed one may do very little.
The fifth rule is to avoid overly complex internal spaces when they are not necessary. Long channels, sharp turns, and tightly enclosed structures are harder to depowder. If those shapes are required for function, they should be reviewed carefully before production.
The final rule is to treat the escape hole as part of the part’s function, not just its manufacturing. A good hollow design balances appearance, strength, and cleanability. If the cavity cannot be emptied, the design still needs work.
 0
0



COMMENTS
- Be the first to share your thoughts!